Kvalita
Důsledné dodržování ověřených výrobních postupů a trvalá mezioperační kontrola vedou k požadované kvalitě našich hliníkových odlitků. Bez zodpovědného přístupu našich zaměstnanců a perfektní technické přípravy výroby by nebylo možné vyrobit tak přesné a složité odlitky ze slitin hliníku, které jsou používány a montovány do těch nejnáročnějších aplikací v mnoha průmyslových odvětvích.
Maximální garance kvality všech poskytovaných služeb a dodávaných výrobků je zaručena přímým podřízením oddělení kvality vedení společnosti a zavedeným systémem řízení jakosti dle ČSN EN ISO 9001:2016 a PED (Směrnice evropského Parlamentu a Rady 2014/68/EU). Naši kontroloři jsou certifikováni orgánem pro certifikaci osob č. 3197 TÜV NORD Czech, s.r.o., akreditovaný Českým institutem pro akreditaci, o.p.s. dle ČSN EN ISO/IEC 17024 na zkoušení vizuální VT, stupeň 2, sektor MS (multisektor zahrnující všechny činnosti, slučuje výrobkové sektory c, f, w, t, wp).
Naše opracované hliníkové odlitky musí splňovat ta nejpřísnější kvalitativní kritéria. Z tohoto důvodu máme ve výrobě zaveden plán kontroly kvality jednotlivých technologických operací a systém řízení jakosti dle ČSN EN ISO 9001:2016. Díky těmto plánovaným kontrolním mechanismům jsme schopni trvale splňovat náročné požadavky odběratelů a jejich konstruktérů.
Kontrolní měření a průběžné zkoušky ve výrobě provádíme ověřenými postupy pomocí standardních měřidel i speciálních analytických přístrojů. Výsledky měření a analýz jsou dle potřeby zaznamenávány do měřících a zkušebních protokolů. Tyto jsou archivovány a většinou jsou součástí prohlášení dodavatele o shodě.
Materiál
Hutní surovinu používáme pouze od ověřených dodavatelů. Součástí dodávky materiálu je atest chemického složení. I přesto slitinu v pecích pravidelně kontrolujeme. Pro kontrolu chemického složení slitiny používáme High-End CCD optický emisní (OES) spektrometr Q4 TASMAN od německého výrobce Bruker-Elemental. Stupeň naplynění roztaveného kovu (D-index) určujeme pomocí laboratorního přístroje Martech – VTCM 0017. Mechanické hodnoty materiálu zjišťujeme tzv. trhací zkouškou v externí akreditované laboratoři. Tvrdost materiálu měříme tvrdoměrem Impact TH 170.


Modelové zařízení a formovací směs
Před a během formování kontrolujeme stav modelového zařízení. Jeho kompletnost a tvar určují budoucí rozměrovou kvalitu odlitku. Dále provádíme granulometrickou analýzu slévárenského písku, zjišťujeme pevnost forem a obsah spalitelných látek ve formovací směsi. Tyto důležité ukazatele mají velký vliv na kvalitu slévárenských forem a následně pak i na tvar, kvalitu a rozměry odlitku.
Předepsané zkoušky
Surový nebo opracovaný odlitek může i přes veškerá opatření ve výrobě vykazovat různé povrchové nebo vnitřní vady materiálu. Tyto nežádoucí vady materiálu ohrožují bezpečnost provozu a omezují životnost strojů a zařízení. Abychom předešli těmto komplikacím, provádíme řadu předepsaných zkoušek.
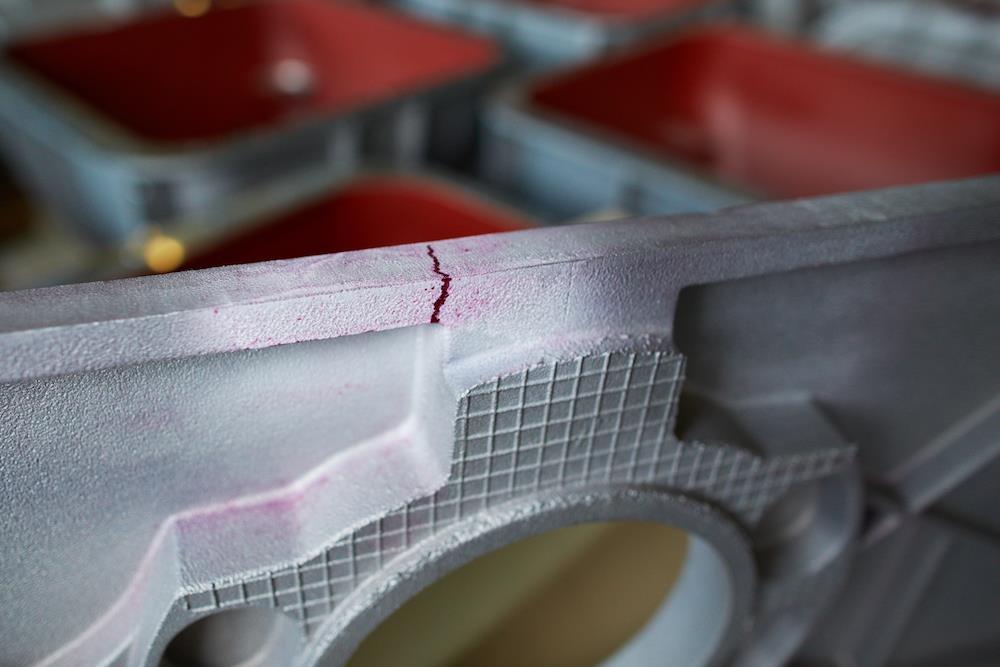
Kapilární zkouška se řadí mezi nejstarší defektoskopické metody. Touto nedestruktivní zkouškou jednoduše identifikujeme póry a trhliny na povrchu materiálu surového nebo opracovaného odlitku.
Zkouška ultrazvukem (UZ) patří mezi nejpoužívanější nedestruktivní metody k zjišťování vnitřních vad materiálu, trhlin a studených spojů. UZ se používá i pro ověření tloušťky stěn a větších samostatných objemových vad materiálu bez poškození odlitku.
Zkouška RTG je nedestruktivní zkouška, kterou kontrolujeme odlitek na výskyt vnitřních vad materiálu v celém objemu odlitku. K prozáření materiálu se používá RTG lampa či radioaktivní izotop. Digitální záznam RTG zkoušky umožňuje její okamžité vyhodnocení.

Tlaková zkouška odlitků na vnější nepropustnost se provádí po dohodě s odběratelem, který vyžaduje tlakotěsné odlitky. Dle předepsané tlakové zkoušky používáme jako zkušební medium vodu nebo vzduch. Tlakovou vodou zkoušíme do výše tlaku 50 bar. Tlakovou zkoušku vzduchem provádíme do tlaku 8 bar. Zkoušený odlitek je při zkoušce tlakovým vzduchem ponořen do vody pro přesné určení případného místa úniku tlaku a porozity materiálu.
Zkouška heliem, tzv. Helium Leak Test je určena pro kontrolu odlitků, které jsou používány pro nejnáročnější aplikace odlitků. U této metody je těsnost odlitků ověřována heliem a vzduchem. Pomocí analytického spektrometru Inficon UL 1000 je porovnávána zjištěná koncentrace směsi helia a vzduchu s požadovanou hodnotou, určenou odběratelem. Tato zkouška dokáže odhalit netěsnosti, které nejsou technicky zjistitelné předchozími zkušebními metodami.
Mechanické zkoušky materiálu odlitku a jejich výsledky jsou velmi důležité pro komplexní posouzení kvality odlitků. Pevnost v tahu a tvrdost materiálu jsou vlastnosti materiálu, které ovlivňují životnost montážních sestav, přístrojů a strojů, ve kterých jsou naše odlitky použity.
Zkouška tahem je standardní zkouška zatížením materiálu na tah. Zkušební vzorek je zkoušen ve speciálním trhacím zařízení VEB WPM Rauenstein. Výsledkem tahové zkoušky je diagram, ze kterého lze odečíst celou řadu veličin jako je Mez pevnosti v tahu (Rm), Mez kluzu v tahu (Re), Tažnost (A) a Kontrakce Z.
Parametry zkoušky pro kovové materiály a rozměry zkušebních vzorků jsou stanoveny normou ČSN EN ISO 6892.
Zkouška tvrdosti kovů má významný vliv na odolnost materiálu proti opotřebení a otěru, a ovlivňuje tak životnost odlitků. Tvrdost materiálu odlitku zjišťujeme tvrdoměrem Impact TH 170 podle zkušebních metod dle Brinella, Rockwella nebo Vickerse.
Kontrola rozměrů a základních geometrických vlastností odlitků i opracovaných dílů včetně mezioperačních fází provádíme ve standardním metrologickém prostředí pomocí kalibrovaných měřidel.


CMM 3D měření standardně neměřitelných rozměrů a geometrických veličin provádíme na CMM ZEISS CONTURA ACTIVE 9/18/8 ve vlastní laboratoři.
Podle vašich požadavků vystavíme ke všem měřením a zkouškám Měřící protokol, Prohlášení o shodě, Osvědčení o jakosti nebo Inspekční certifikáty 2.2 a 3.1. Tyto dokumenty nám umožní i zpětné dohledání výsledků kontrol a měření konkrétních dílců.
Pro ilustraci uvádíme náhled kontrolního mechanismu výroby dílce:
Plán kontroly kvality
| Krok | Kontrolovaná operace | Záznam | Zodpovídá | Předpis - norma |
|---|---|---|---|---|
| 1. | Revize výkresové dokumentace a dat | Není | Technologie | Platná výkresová dokumentace |
| 2. | Kontrola nového modelového zařízení | Měřící protokol | Technolog slévárny, OŘJ | Platná výkresová dokumentace |
| 3. | Kontrola vyrobeného vzorku | Měřící protokol | Mistr cídírny, OŘJ | Zkušební karta odlitku |
| 4. | Kontrola vstupního materiálu | Certifikát dodavatele | Technolog slévárny | ČSN EN 1676 |
| 5. | Kontrolní chemická analýza vstupního materiálu | Certifikát UNEKO | Metalurgická laboratoř UNEKO | ČSN EN 1676 |
| 6. | Kontrola formovacích směsí | Záznam z rozboru směsi | Technolog slévárny | Předpis Příprava formovací směsi |
| 7. | Kontrola jader a forem před složením formy | Není | Formíř | Výkres, technologický postup |
| 8. | Průběžná kontrola nataveného kovu | Kniha taveb, výkaz taveb | Tavič, Mistr slévárny, Metalurg | Předpis Tavení AL slitiny |
| 9. | Kontrola D-Indexu | Kniha D-Indexu | Technolog slévárny | ISO specifikace (hodnota D-Indexu) |
| 10. | Kontrola chemického složení materiálu odlitku | Certifikát UNEKO | Technolog slévárny | ČSN EN 1706 |
| 11. | Kontrola mechanických vlastností materiálu | Protokol o zkoušce | OŘJ | ČSN EN 6892-1; ČSN EN ISO 6506-1 |
| 12. | Kontrola dílce po vyjmutí z formy | Není | Formíř, cídič | Technologický postup a dokumentace k odlitku |
| 13. | Kontrola dílce po ocídění | Není | Mistr cídírny, cidič | Obrazová příloha vad odlitků |
| 14. | Rozměrová kontrola odlitku | Měřící protokol | Mistr cidírny, OŘJ | ČSN EN ISO 8062-3 DCTG 10 |
| 15. | Defektoskopická kontrola vnitřní jakosti materiálu | RTG snímek | OŘJ, Technolog slévárny | ASTM E155-15; ČSN EN 12681 |
| 16. | Ultrazvuková kontrola tloušťky stěny odlitku | Protokol o zkoušce | OŘJ, Technolog slévárny | ČSN EN 14127 |
| 17. | Kapilární zkouška | Protokol o zkoušce | OŘJ, Technolog slévárny | ČSN EN 1371-1; ČSN ISO 420455 |
| 18. | Kontrola doplňkových služeb | |||
|
Dodací list + prohlášení o shodě | Mistr cidírny, OŘJ | ČSN EN ISO 6506-1 | |
|
Dodací list + prohlášení o shodě | Mistr cidírny, OŘJ | Dohodnutý plán kontroly kvality | |
|
Dodací list + prohlášení o shodě | Mistr cidírny, OŘJ | ČSN EN ISO 2409:2007; ČSN ISO 2808 |
|
|
Dodací list + prohlášení o shodě | Mistr strojírny, OŘJ | ČSN ISO 7583; ISO 7583:2013 |
|
| 19. | Kontrola nástrojů | Není | Obsluha zařízení Zoller | Technologický postup |
| 20. | Průběžná kontrola kritických rozměrů odlitku po obrobení | Náměrový protokol | Obsluha stroje | Odosuhlasené měřící protokoly |
| 21. | Kontrola rozměrů opracovaného odlitku | Měřící protokol | OŘJ | Odosuhlasené měřící protokoly |
| 22. | Kontrola těsnosti odlitku tlakovou vodou nebo vzduchem | Protokol o zkoušce | Mistr strojírny, OŘJ | Předpis Tlaková zkouška |
| 23. | Kontrola těsnosti odlitku (helium leak test) | Protokol o zkoušce | Obsluha testovacího zařízení | Předpis Helium Leak Test |
| 24. | Kontrola balení výrobků před expedicí | Dodací list | Mistr strojírny, OŘJ | Balící předpis |
| 25. | Kontrola průvodní dokumentace výrobku | Prohlášení o shodě | OŘJ, OÚ | EN 10204 / 3.1 |