Slévárna hliníkových odlitků
Přehled odlévaných materiálů je ke stažení zde
Vyrábíme odlitky z hliníkových slitin, protože mají mnoho výhod. Jsou lehké a dobře obrobitelné, mají vysokou pevnost, tepelnou i elektrickou vodivost, jsou korozivzdorné a recyklovatelné.
Výhodou naší technologie lití do písku je vysoká flexibilita výroby za přijatelné náklady. Počty kusů ve výrobní dávce nemáme nijak omezeny. Odlitky dodáváme odběratelům ze všech odvětví průmyslu od prvního prototypu po stovky kusů ročně. Pokud si přejete, dokážeme vaše odlitky dále zušlechtit. Provádíme tepelné zpracování odlitků T6, opracování, elox, vakuovou impregnaci, epoxidové nátěry, montáž.
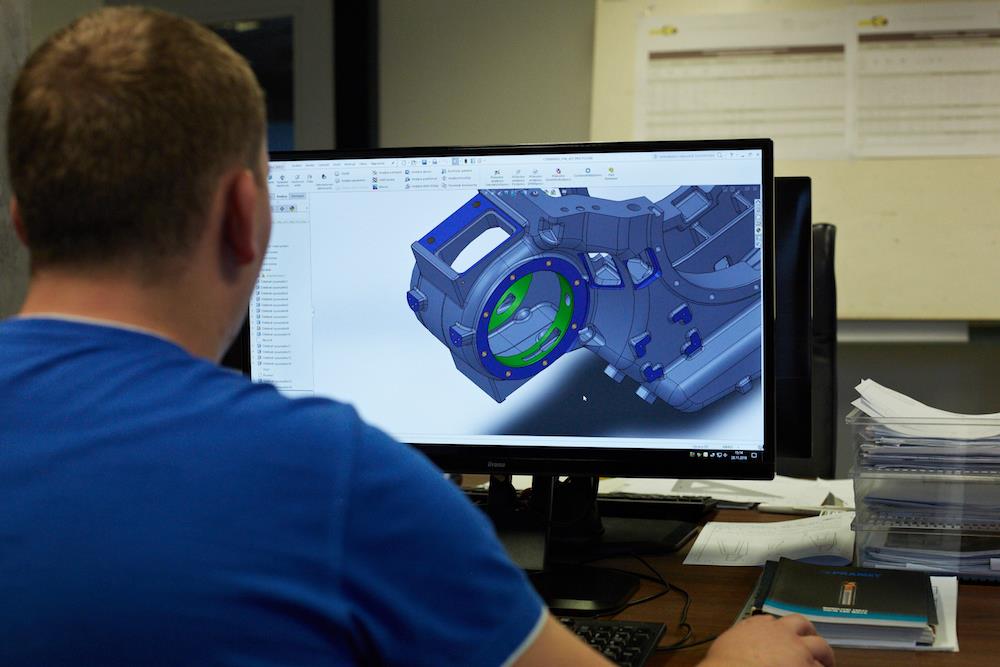
Technická příprava výroby hliníkového odlitku
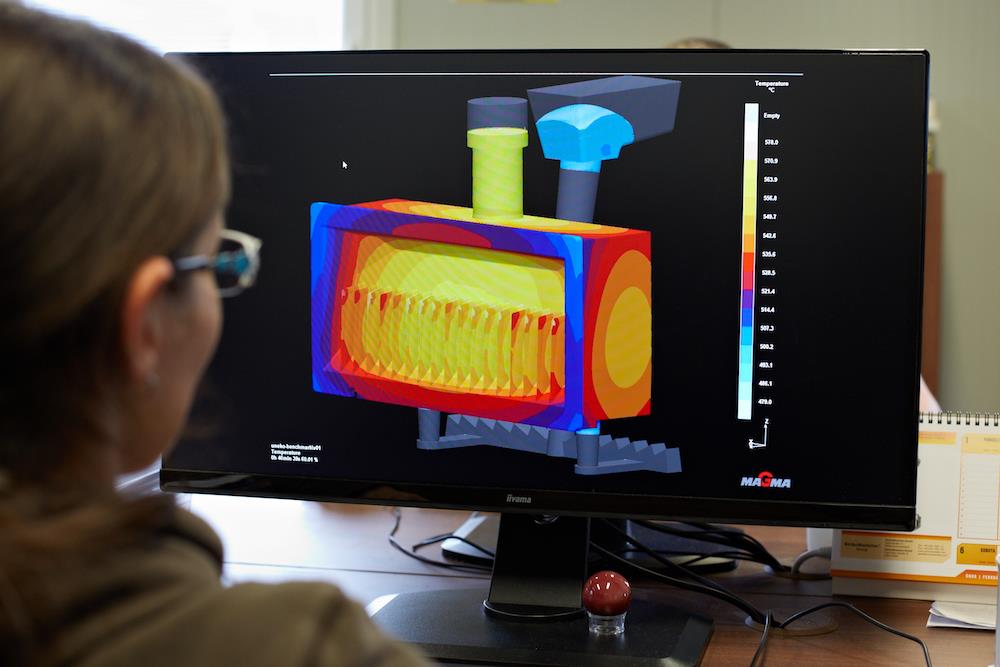
Základem kvalitního odlitku je spolupráce konstruktérů a našich specialistů v technologii slévárny. Jen tak lze připravit a zpracovat perfektní technickou dokumentaci pro výrobu. Společně s vámi zoptimalizujeme tvary budoucího odlitku a připravíme i 3D model, který následně provází odlitek celým výrobním procesem. Od návrhu technologie lití a výroby modelového zařízení přes programování obrábění po finální CMM 3D měření. Pokud navrhujete nový odlitek a nemáte dostatek zkušeností v oblasti konstrukce odlitků, rádi vám pomůžeme. Od prvního náčrtu až po dodání dílce dle vašich požadavků. U velmi náročných odlitků ověřujeme správnost navržené technologie odlévání v simulačním programu MAGMA-5.
Pokud pracujeme na vývoji odlitku ihned od začátku společně s vámi, najdeme optimální řešení a zaručíme reálné výrobní náklady na modelové zařízení, odlitek i obrábění.

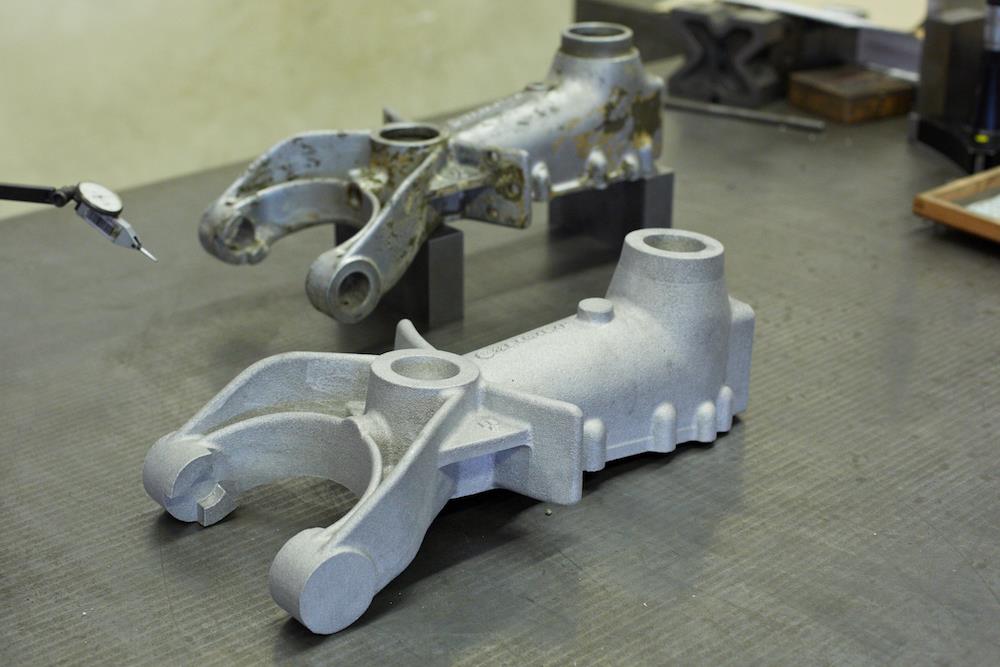
Slévárenský model aneb jen kvalitní model zaručí kvalitní odlitek
Technická příprava výroby modelového zařízení je prvním a nejdůležitějším krokem ve slévárenství. Při návrhu modelu musíme respektovat technické požadavky konstruktérů a využít naše dlouholeté zkušenosti v oboru slévárenské výroby. Podle vaší předpokládané potřeby odlitků určíme technologii a konstrukci modelu s potřebnou životností. Modelová zařízení ze dřeva, kovu, pryskyřice nebo plastu vyrábíme klasickou metodou i CNC obráběním s využitím 2D a 3D dat. Při výrobě tvarově náročných dílů modelu využíváme i technologii Rapid prototyping.
Modely vyrábíme podle dodané výkresové dokumentace, prototypu součásti nebo podle vašeho odlitku. Slévárenské modely vyrábíme do rozměrů 2.500 x 2.500 x 1.500 mm. Provedení modelového zařízení je určeno normou ČSN EN 12890, konkrétně pak třídami H3, H2, H1, K2 nebo K1 (třídy kvality určují mj. počty kusů, které z modelu můžeme vyrobit - tzv. životnost modelu).
Při přípravě a výrobě modelů používáme obvyklé přenosové formáty DWG, DXF, IGES, STEP.
Váš požadavek na tvarovou změnu odlitku provedeme obratem v naší vlastní modelárně. Vámi dodané modelové zařízení umíme operativně adaptovat pro naši technologii formování.
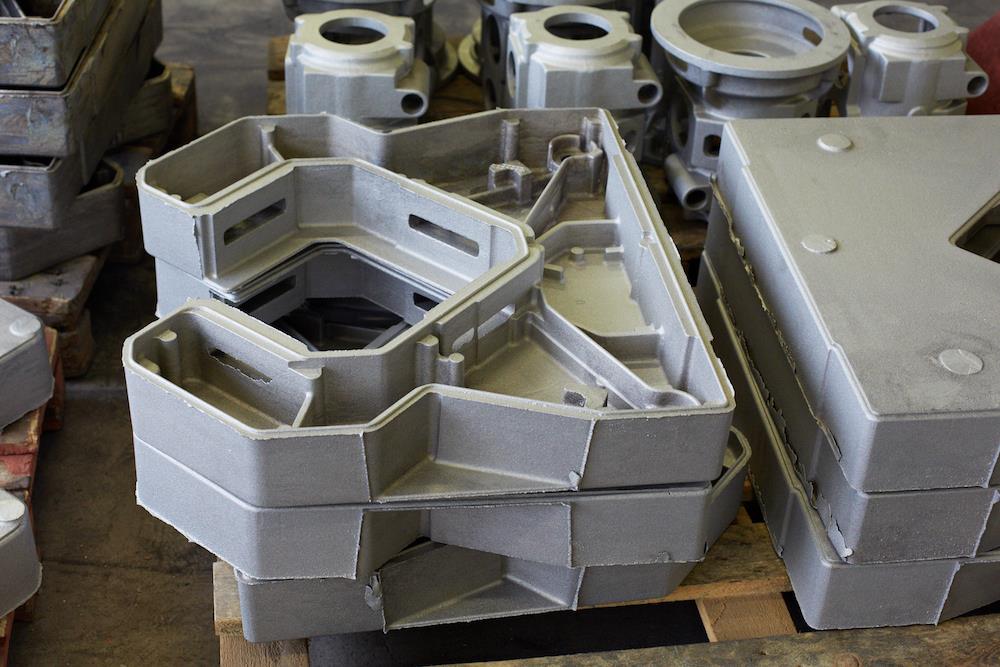
Kvalitní formovací směs je zárukou dobrého povrchu odlitku
Odlitek vzniká odléváním roztavené slitiny hliníku do formy. Písková forma vzniká zasypáním slévárenského modelu samotuhnoucí formovací směsí. Tato se míchá v rychlomisiči dle ověřeného poměru ostřiva – křemičitého písku, furanové pryskyřice a tužidla. Slévárenská písková forma se obecně skládá ze dvou polovin, horní a dolní. Forma, která tvoří budoucí tvar odlitku, je většinou ošetřena nástřikem. Tento ochranný nástřik zamezuje penetraci tekutého kovu do pískové formy a zajišťuje tak kvalitní povrch odlitku. Pokud potřebujete v odlitku tvarovou dutinu, vytvoříme ji většinou pískovým jádrem. Po ztuhnutí a zchladnutí odlitku prochází použitá formovací směs zařízením pro mechanickou regeneraci směsi. Zpětně tak využijeme až 90% křemičitého písku. Formovací směs podstatně ovlivňuje kvalitu odlitku a proto ji pravidelně kontrolujeme. Pro zajištění požadované kvality povrchu a tvaru odlitku kontrolujeme vlhkost, obsah spalitelných látek, tvrdost a pevnost formovací směsi. U nových dodávek křemičitého písku provádíme kontrolní granulometrický rozbor, který určuje procentuální zastoupení jednotlivých velikostních frakcí zrna.


Tavení a úprava hliníkové slitiny
Všechny vstupní předslitiny jsou dodávány s požadovaným chemickým složením a atestem z hutí, které zaručují nejvyšší kvalitu vstupního materiálu. Ingoty, vratný materiál z vtoků a nálitků tavíme v elektrických odporových pecích. Roztavenou slitinu následně rafinujeme a modifikujeme ověřenými prostředky. Modifikace slévárenských slitin Al-Si je velmi účinným nástrojem pro zjemňování struktury odlitého materiálu a s tím spojené zvýšení téměř všech mechanických vlastností slitin hliníku. Očkovaná slitina má i menší sklon k tvorbě soustředěných staženin, což pozitivně ovlivňuje pevnost odlitku. V kombinaci s tepelným zpracováním dochází zejména k výraznému zvýšení tažnosti a houževnatosti. Rafinační soli odstraňují nežádoucí nečistoty z taveniny.
Před vlastním litím kontrolujeme tzv. D-index (naplynění materiálu) a licí teplotu. Teplota odlévaného materiálu ze slitin hliníku se pohybuje okolo 740 °C. Přesné chemické složení odlévaného materiálu zjišťujeme pomocí optického emisního spektrometru Q4 TASMAN.


Nejčastěji odlévané slitiny hliníku ve slévárně UNEKO spol. s r. o. (tabulka materiálů ke stažení zde)
| Značení hutní suroviny dle EN 1706 |
Značení slitiny odlitku dle ČSN | Číselné značení slitiny odlitku dle EN 1706 |
|---|---|---|
| EN AB-Al Si10Mg(a) | ČSN 424331 | EN AC-43000-S-F / -T6 |
| EN AB-Al Si12(a) | ČSN 424330 | EN AC-44200-S-F / -T6 |
| EN AB-Al Si7Mg0,3 | ČSN 424332 | EN AC-42100-S-F / -T6 |
| EN AB-Al Si7Mg0,6 | ČSN 424332 | EN AC-42200-S-F / -T6 |
| EN AB-Al Si8Cu3 | ČSN 424357 | EN AC-46200-S-F |
| EN AB-Al Zn10Si8Mg | Unifont 90 | EN AC-71100-S-F |
| Al - Si | Silumin | Není |
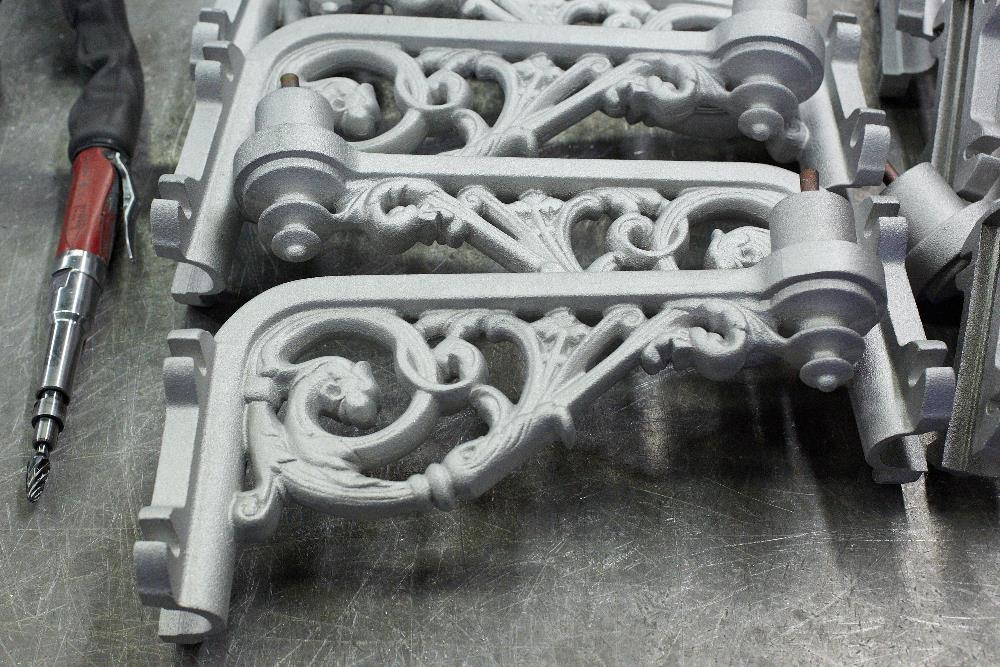
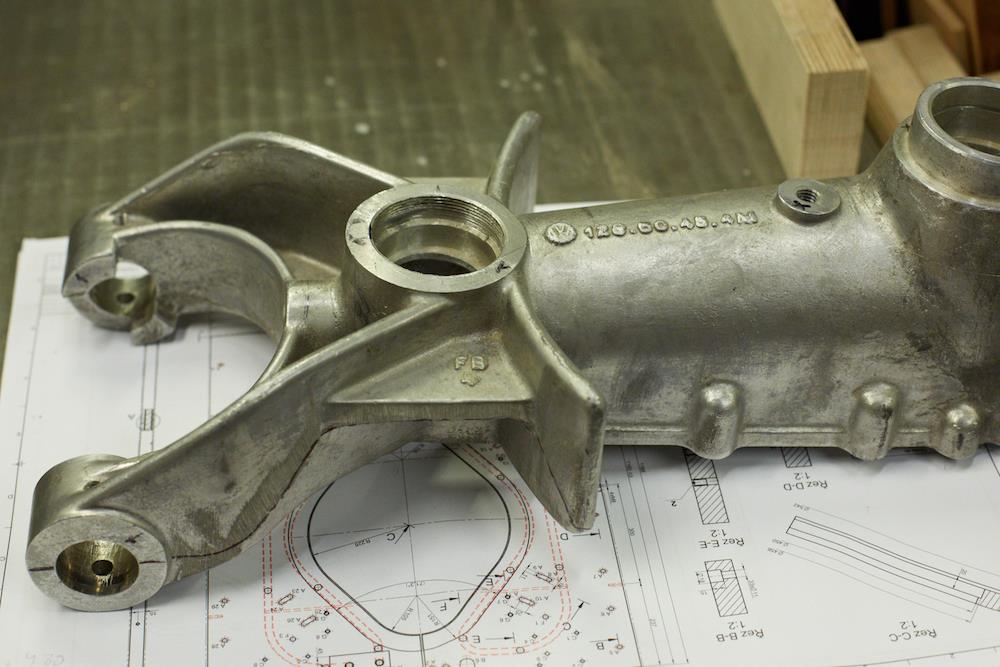
Hliníkové odlitky po odstranění vtoků a nálitků dále upravujeme broušením a tryskáním. Máte-li speciální požadavky na odlitky nebo materiál, rádi si je vyslechneme a navrhneme řešení pro jejich splnění. Umíme pro vás vyrobit odlitky průmyslového i uměleckého charakteru. Odlitky z Al slitin odléváme do hmotnosti 250 kg. Odlitky můžeme odlévat včetně zalitých komponent z oceli, trubek nebo topných těles.
V průběhu výroby a před expedicí provádíme řadu zkoušek. Zde je přehled těch nejžádanějších:
- penetrační zkouška,
- ultrazvuková zkouška,
- tlaková zkouška vzduchem nebo vodou,
- Helium Leak Test.
V nezávislých akreditovaných laboratořích pak provádíme speciální zkoušky materiálu odlitku:
- ověření mechanických vlastností materiálu,
- RTG zkouška,
- ultrazvuková zkouška,
- destrukční zkouška.


Zajišťujeme vakuovou impregnaci odlitků pryskyřicí, provádíme kontrolu naším Helium Leak Testem. Odlitky samozřejmě dodáváme opracované včetně základní montáže s předepsanou povrchovou úpravou. S ohledem na častý požadavek nepřilnavosti povrchu se obvykle jedná o fluoroplastové povlaky (PFA, FEP, PTFE, ETFE, ECTFE, MFA, PA-11, PE) známé pod obchodními názvy TEFLON®, XYLAN®, RILSAN®, HALAR® apod. Provádíme i tyto úpravy povrchu - epoxidové nátěry, elox, Araldite® nebo SurTec®.
Dodávkami opracovaných odlitků od nás získáte:
- krátké dodací termíny kompletně opracovaných odlitků
- jistotu vysoké vnitřní kvality materiálu odlitku
- snížení vašich skladových zásob surových a neopracovaných odlitků